






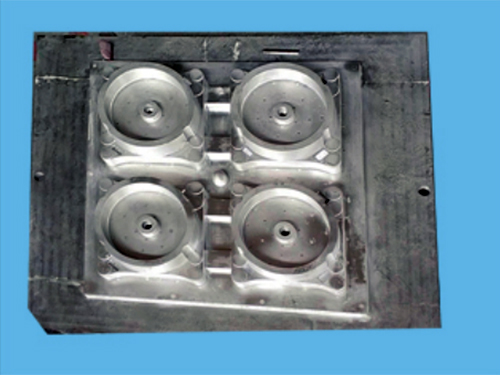
 铸造模具为非标设计模具,工业区域使用中依靠其材料使用率的特点能大降低生产成本。低压铸造用一个升液管将铸型直接和炉膛连通,在压力的作用下,直接浇注铸型,不用冒口,浇口也很小。低压铸造模具是指相对于高压(重力金型)铸造模具细化的一项工业技术标准模具,此项工业技术模具可以追溯到上世纪初,主要是用于铝合金工业产业化的区域追至现代。现如今低压铸造模具多用于汽车相关部件,例如汽车气缸头、气缸体、刹车毂、离合器罩、进气歧管。
铸造模具为非标设计模具,工业区域使用中依靠其材料使用率的特点能大降低生产成本。低压铸造用一个升液管将铸型直接和炉膛连通,在压力的作用下,直接浇注铸型,不用冒口,浇口也很小。低压铸造模具是指相对于高压(重力金型)铸造模具细化的一项工业技术标准模具,此项工业技术模具可以追溯到上世纪初,主要是用于铝合金工业产业化的区域追至现代。现如今低压铸造模具多用于汽车相关部件,例如汽车气缸头、气缸体、刹车毂、离合器罩、进气歧管。防止铸造模具出现裂纹的方法:
1、改进铸件结构设计,避免尖角,壁厚力求均匀,圆滑过渡。采取增大砂型(芯)退让性的措施。变形时采用热校正法。
2、适当降低浇注温度。控制铸型冷却出型时间。砂型(芯)退让性不良。铸型局部过热。浇注温度过高。
3、铸造模具自铸型中取出铸件过早。热处理过热或过烧,冷却速度过激。
4、正确控制热处理温度,降低淬火冷却速度。铸件各部分同时凝固或顺序凝固,改进浇注系统设计。
铸造模具充模速度的主要作用是在凝固前将液态金属不慢送入型腔。获得轮廓清晰、表面质量好的铸件是一个重要因素。
在覆膜砂铸造模具的压铸中,压铸速度有两个不同的概念:注射速度和充型速度。注射速度是指压铸机注射缸内压力油驱动的注射冲头的线速度。充型速度是指液态金属在压力作用下通过浇口进入型腔的线速度。速度和压力是两个密切相关的工艺参数。因此,除了适当的注射比压外,低压模需要正确选择速度。填充率根据合金的特性和铸件的结构特性来确定。当充型速度较低时,铸件轮廓不清甚至无法成形。当填充速度高时,即使具有低的注射比压,也可以获得具有高表面质量的铸件。但过高的充型速度会造成许多技术缺陷,造成不利的压铸条件,主要有以下几点:
1、金属流产生涡流,起先将进入型腔的空气和冷金属包裹起来,使铸件产生气孔和氧反应物夹杂物。
2、金属流冲刷模壁,加速压铸模磨损。
3、由于熔融金属流向空气的前方,低压模具堵塞排气通道,空气包裹在腔体中形成气泡。
4、将熔融金属雾化进入型腔并粘附在模具壁上,使熔融金属不能与熔融金属熔合形成表面缺陷(冷豆或冷隔),从而降低铸件的表面质量。
泊头市志航机械模具有限公司【http://www.btzhjxmj.com/】拥有一支长期从事铸造专注服务技术,具有丰富的铸造工艺、铸造设备、铸造模具设计制造经验的团队。有好的质量工程师5名,好的质量技师5名,技师10名,设计制造采用三维造型设计。现主要产品有铸造模具、射芯机、双工位射芯机、铁模覆砂生产线、翻转型射芯机、钢丸埋箱浇注线、铝型板、漏模机.顶箱机、砂箱.覆膜砂热芯盒、覆膜砂热壳模等模具,及铸造设备:覆膜砂半自动,全自动射芯机,翻转型壳芯机,铁膜覆砂生产线等。
铸造模具http://www.btzhjxmj.com/
射芯机http://www.btzhjxmj.com/shexinji/
双工位射芯机http://www.btzhjxmj.com/shexinji/
铁模覆砂生产线http://www.btzhjxmj.com/products/zhumufs.html
翻转型射芯机http://www.btzhjxmj.com/shexinji/
钢丸埋箱浇注线http://www.btzhjxmj.com/